常州市力度干燥设备有限公司
changzhou lidu drying equipment co.,ltd
产品分为六大系列:干燥设备系列、气流系列、带式系列、喷雾系列、热源系列、制粒设备系列等,主要包括真空干燥机、闪蒸干燥机、气流干燥机等


它的核心是一个由蒸汽、热水或导热油在内部加热的中空金属滚筒。当滚筒缓慢旋转时,其外壁会粘附上一层薄薄的物料(通常为 0.3-1.5mm)。滚筒内部的热量通过筒壁传导给外部的湿物料薄膜,使其中的水分(或溶剂)迅速蒸发。由于料膜极薄,整个干燥过程非常快,通常只需 10到300秒 即可完成。干燥后的物料会被紧贴滚筒表面的刮刀连续刮下,完成干燥
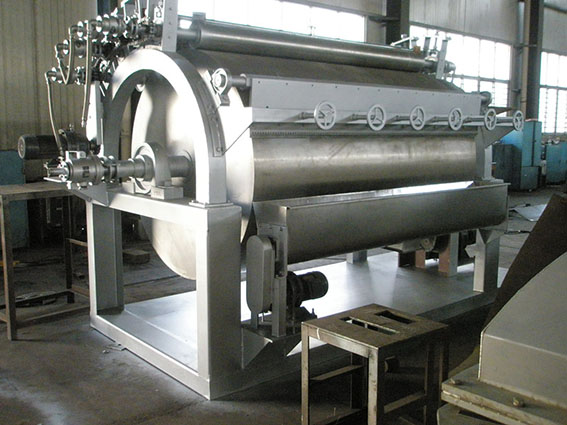
针对高粘度膏状物料,需要采用碾辅式(或称为顶辊式/压辊式)布膜的滚筒刮板干燥机。
以下是针对高粘度物料的具体干燥方案和技术要点:
对于流动性差甚至无法流动的膏状物(如淀粉浆、高粘度聚合物、染料滤饼),主要的干燥方式如下:
如何工作:
设备通常配备两个滚筒:一个主加热滚筒和一个压料辊(辅辊)。物料被加入两个滚筒之间的V形或楔形加料槽中。当主滚筒旋转时,压料辊依靠弹簧或液压系统产生的压力,将膏状物料强制挤压、碾铺在主滚筒表面,形成一层均匀且密实的薄膜。
优势:
强制成膜: 解决了高粘度物料无法自然流动或均匀粘附的问题。
提高热传导: 压辊的压力不仅能使布料均匀,还能将物料压实,排除气泡,使物料与热壁面接触更紧密,从而提高导热效率。
布料均匀性:
高粘度物料容易在压辊前堆积不均匀。因此,加料装置通常需要配备螺旋输送器或搅拌器,防止物料架桥,确保连续、稳定地向压区供料。
筒体加热温度:
由于高粘度物料内部水分迁移困难,且有时物料本身对高温敏感(如糊化温度),通常采用分段控温或中低温长时干燥策略,或者利用真空来降低沸点,防止物料表面结壳而内部仍湿。
刮刀卸料:
高粘度物料干燥后往往粘性依然较强。刮刀需要采用耐磨、高强度的合金材质(如高速钢或碳化钨),并且刀口角度需要精密设计(通常采用切向或反切向安装),以保证既能彻底刮下料膜,又不会过快磨损筒体。

食品行业: 马铃薯全粉(回填法工艺中部分高粘物料)、预糊化淀粉、婴儿米粉。
化工行业: 化学颜料滤饼、白碳黑、硬脂酸盐、某些高分子聚合物。
环保行业: 高含固率的污泥、废液膏状物。
粘辊/包辊:
原因:物料脱水后粘性依然很大,或刮刀不锋利。
对策:适当提高筒壁温度使表面瞬间硬化(糊化或焦化),或调整筒壁材质的光洁度(如镜面抛光)。
膜厚不均:
原因:压辊压力不稳定或筒体径向跳动过大。
对策:检查液压/弹簧系统,确保筒体圆度公差控制在极小范围内。
热敏性焦化:
原因:高粘度物料传热慢,局部过热。
对策:改用真空型滚筒刮板干燥机,降低干燥温度。





")



